激振器的润滑和操作与维修
作者:红星机器 发布时间:2009-07-22 00:00:00 更新时间:2019-04-09 00:00:00

享本月优惠报价
免费定制方案

激振器是振动筛产生激励力的重要装置,本文主要讲解了激振器的结构、操作、维修与保养、备件和易损件。

一、结构
(1)激振器轴承采用稀油润滑,初次工作40h后换油,以后正常使用周期大约为800h。
(2)注油量视激振器的大小而定,当卸下如图1-9所示油位检查棒时,有少量油滴连续滴出,说明油量是正确的,若润滑油大量溢出表明油位太高。

(3)润滑油使用的标号
当环境温度小于5°C时,使用70号工业齿轮油。当环境温度大于5°C时,使用90号工业齿轮油。
(4)激振器的密封板与隔离环之间的迷宫槽内注以ZL45-2锂基润滑脂密封,利用油杯每周充分注油脂一次。
二、操作
(1)在振动筛开车前,操作者应对振动筛两侧同时检查油面高度,油面太高会导致激振器温度上升或运转困难,油面太低会导致轴承的过早损坏。
(2)检查全部螺栓的紧固程度,并且在开始工作8h后,重新紧固一次。
(3)检查V带的张紧力,避免在起动或工作中打滑,并且确保V带轮的对正性(详见安装要求)。
(4)确保所有运动件与固定物之间的小间隙。
(5)振动筛应在没有负荷的情况下起动,待振动筛运行平稳后,方能开始给料,振动筛停机前应先停止给料,待筛面上的物料排净后再停机。
(6)给料溜槽应尽可能靠近给料端,并尽可能沿筛子全宽均布给料,其方向与筛面上物料运行方向一致,从而得到满意的筛分效果。给料点到筛面的落差不大于500mm,确保物料对筛面的小冲击。
(7)激振器顺料流方向回转(如图1-10(a)所示)时,增加物料运行速度,可增加生产能力,但降低筛分效率;当激振器逆料流方向回转(如图1-10(b)所示)时,减小物料运行速度,降低生产能力,可提效能高分效率。
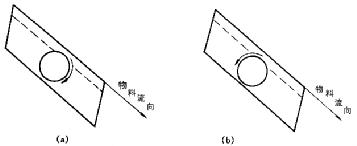
图 1-10 顺料或逆料旋转
(a)顺料旋转;(b)逆料旋转
三、维修与保养
(1)振动筛出厂时,激振器内注有润滑油,兼有防腐性能,有效期三个月。存放或超过三个月后,运转20min,还可继续防腐三个月,工作时必须换上清洁的润滑油。
(2)经常保持激振器通气孔的畅通(因堵塞易导致漏油)。如果畅通后仍然漏油,就应更换油封。
(3)轴承正常工作不应超过75°C,新激振器因为有一个跑合过程,故可能温度略高,但经过运转8h以后,温度应稳定下来,如果温度继续过高,应检查油的级别、油位和油的清洁度。
(4)保证迷宫槽内充满润滑脂,在灰尘量大的场合下工作,应当更加频繁地加注油脂。
(5)更换V带时,应完全松开电机地脚螺栓,方便地将V带放入带轮槽内,不允许用棍棒或其他物体撬V带,V带的张紧力必须适合,带轮必须对正,在调整张力后,进行48h工作,再重新调整一次。
(6)激振器与筛箱联接的螺栓为高强度螺栓,不允许用普通螺栓代替,必须定期检查紧固情况,每月检查一次。其中任意一个螺栓松动,也会导致其他螺栓剪断,引起筛机损坏。
(7)采用环槽铆钉联接的地方,允许用高强度螺栓代替,所有接触面或孔,均应没有铁屑、灰、油、锈和毛刺。
(8)采用的高强度螺栓、螺母和垫圈,必须符合《钢结构用高强度大六角螺栓、大六角螺母、垫圈技术条件》的要求。联接时施加的扭矩符合下表1-3。
表 1-3 螺栓紧固施加的扭矩
| 螺栓直径/mm | 16 | 20 | 22 | 24 |
| 扭矩/N·m | 237 | 420 | 678 | 1007 |

(9)为了防止焊接引起的内应力,一般情况下不允许在现场对筛箱及任何辅助件进行焊接,必须焊接时,应由熟练的操作人员进行。建议采用以下步骤。
a. 为防止裂纹延伸,在裂纹的每一端钻6mm直径的孔。
b. 用圆铲子沿裂纹两面铲出坡口。
c. 先预热60°C左右,用3mm直径的电焊条(相对应的牌号),并防止任何夹渣和咬肉现象。
d. 磨平两侧突起的焊肉,焊上补强板。
e. 如果需要在筛面托架横梁上焊接时,所有焊缝应是平行于横梁,不可横向焊接。
f. 采用交流电焊接时,筛箱应接地,防止电流通过轴承,否则,易导致轴承的损坏。
(10)火焰切割时,切割面周围也会产生应力,所以,建议筛箱上的任何附加孔都应该钻成。
(11)在编织筛网与筛网托架之间,配备有专用的减振橡胶条,如图1-11所示。为了使筛网达到较长的使用寿命,应使橡胶条恰当地位于两者之间,发现损坏的减振橡胶条应及时更换。
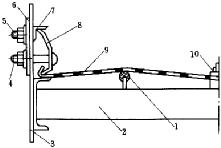
图 1-11 筛网张紧装置
1—减振橡胶条;2—筛面托架;3—筛箱侧板;4—张紧螺栓;
5—导向角钢螺栓;6—双孔垫板;7—导向角钢;8—张紧板;9—筛网;10—中间压紧扇钢
(12)更换编织筛网时,应保证筛箱两侧板与筛网钩子之间有相等的间隙,先紧固中间压紧扁钢,同时拉紧张紧板保持筛网表面张力均匀,并用手锤沿全长轻轻敲打,检查张紧情况。若接触不好,张力不够或者不匀,是筛网过早损坏的重要原因之一。
(13)张紧板导向角钢是可调的,安装筛网时,应先松开导向角钢螺栓,使上下可以移动,筛网放妥后,先拧动张紧螺栓,给张紧板一个轻微压力,然后驱动导向角钢,直到筛网紧靠在筛面托架上为止,再牢固旋紧导向角钢螺栓(见图 1-11 )。

(14)筛网钩条长度必须和张紧板长度一致。
(15)当筛网孔径小于16mm时,筛网需在一端留有搭接用20mm的延长量,如图1-12所示。(每个筛面有一块筛网不留该延长量,位于排料端)。
(16)拆卸振动器时,参照图1-9进行,从外向里逐件谨慎拆卸,避免人为地损伤零件部件。尤其拆卸平衡轮时,一定要使用拆卸器,如图1-13所示。

图 1-12 筛网搭接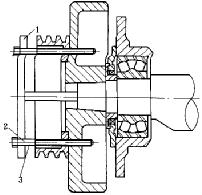
图 1-13 平衡轮拆卸
1—扁钢;2—拆卸芯杆;3—拆卸螺栓
(17)拆下的零部件应逐件清洗,并仔细检查,发现损坏,应及时修复或者更换。
(18)按图1-9装配振动器。
a. 必须在清洁的操作环境中进行,同时各待装零件必须清洗干净,无毛刺,无影响整机性能的损坏。
b. 不允许用大锤直接敲打零件或者强制零件装配。
c. 所有的螺栓孔一一对正后才能紧固。
d. 如果一个轴承损坏,通常另一个轴承受影响也有损坏,应同时更换。
e. 安装轴承时,对于 YA140 和 YA170 型轴承座,在座孔内表面一个凸台。应使轴承紧靠在该台侧面;对于 YA110 型轴承座,为通孔,应使轴承距高外表面6mm 。
f. 安装O形密封圈的正确方法是滚入环形槽内。
g. 安装轴承座时,确保放在轴承的底部,为方便安装,可用两个长螺栓向轴罩孔内拉轴承座。 h.在密板上安装密封垫,确保该垫不覆盖检查油位回油槽。
i.在密封板与隔离环之间的迷宫槽内尽可能油脂化。
j.安装密封板在轴承座上时,确保油位检查孔位于下方。
k.轴固定在激振器内后,检查轴向审动量,应在2-4mm。
l.确保油量正确和螺栓紧固程度。

四、备件与易损件
本节是以YA型系列圆振动筛为主编写,所以备件与易损件仍以YA系列产品为样本,其他型号的圆振动筛可参考,主要应由制造厂提供使用说明书为准。
对于1-2台筛子,建议按表1-4所列数量,若有3-6台筛子,应为表1-4数量的2倍。若有 7-12 台筛子,应为表 1-4 所列数量的3倍。
表 1-4 备件与易损件
| 序号 | 件号 | 名称 | 数量 |
| 1 | 103 | 轴承 | 2 |
| 2 | 114 | 轴承座 | 2 |
| 3 | 115 | 高强度螺栓 | 1套 |
| 4 | 118 | O形密封圈 | 2 |
| 5 | 119 | O形密封圈 | 2 |
| 6 | 120 | 通气孔塞 | 2 |
| 7 | 121 | 通气孔帽 | 2 |
| 8 | 124 | 油封 | 2 |
| 9 | V带 | 1套 | |
| 10 | 201 | 减振橡胶条 | 1套 |
| 11 | 204 | 张紧螺栓 | 1套 |
| 12 | 208 | 张紧板 | 1套 |
| 13 | 209 | 筛网 | |
| 14 | 301 | 减震弹簧 | 1套 |
| 15 | 305 | 阻尼块 | 4 |
| 16 | 306 | 阻尼弹簧 | 4 |
振动筛价格详细垂询:0371-67772626。
振动筛厂家地址:郑州-国家高新技术产业开发区梧桐街与红松路交叉口中国高端矿机生产出口基地园区。
上一篇:雷蒙磨(雷蒙磨粉机)系统工作原理
下一篇:锤式破碎机详细介绍
现货供应
专车接送
实地考察
客户留言(今日已有22人留言享受优惠)
-
3分钟前 高先生:时产200吨制砂机报个价,处理鹅卵石
-
8分钟前 李先生:移动式破碎机怎么解决粉尘问题?
-
13分钟前 徐女士:需要制砂机,南宁能看制砂现场吗?
-
16分钟前 程先生:破碎生产线出个方案及报价,有什么售后服务?
-
22分钟前 郑女士:想了解时产500吨锤破,加工石灰石
-
31分钟前 吴先生:成套石头破碎设备有吗?给个详细产品资料
-
36分钟前 罗先生:每小时100吨左右的鄂破和反击破,推荐下型号
-
42分钟前 梁先生:膨润土磨到200目,用什么磨粉设备?
 免费私人定制,获取适合您的生产方案
免费私人定制,获取适合您的生产方案
40年经验沉淀
积极倾听客户需求
精心构建产品质量
真诚提供满意服务